Autores: Giuliano Terenzi, Juan Carlos Campos Rubio e Alexandre Mendes Abrão do Departamento de Engenharia Mecânica, Universidade Federal de Minas Gerais
Introdução
Com o crescimento da produção e da exigência de alta qualidade dos produtos, técnicas cada vez mais avançadas e inovadoras nos processos de fabricação são exigidas. Um dos focos ainda mais específico que tem gerado diversas pesquisas nesse meio é a utilização de fluido de corte no sentido de minimizar o uso deste em vista da poluição que pode ocasionar ao meio ambiente bem como os danos gerados à saúde do ser humano. Desta forma tem-se concluído que o fluido de corte deve ser empregado somente em ocasiões onde seus benefícios são nitidamente percebidos e mesmo assim se utilizados deve-se buscar aquele tipo de fluido que será menos poluente e menos prejudicial à saúde do operador.
Dentre as funções dos fluidos de corte, destaca-se o prolongamento da vida da ferramenta, entretanto, essa durabilidade é severamente comprometida na usinagem de aços inoxidáveis, uma vez que esse metal produz um desgaste intenso devido a suas propriedades químicas e mecânicas. Além dos aspectos relacionados ao aumento da vida da ferramenta, o fluido de corte é muitas vezes imprescindível em operações onde o acabamento final da peça é primordial. Esse acabamento é avaliado por meio da rugosidade superficial que é um dos focos desse trabalho. O presente estudo investiga a influência do uso do fluido de corte na usinagem do aço inoxidável austenítico ABNT 304, avaliando estatisticamente o efeito dos parâmetros de corte sobre as forças de usinagem e a rugosidade da superfície torneada.
Procedimento Experimental
O experimento foi todo feito em um torno comandado numericamente (rotação máxima de 3500rpm e potência de 5,5kW).Para se medir a rugosidade superficial utilizou-se um rugosímetro Taylor Hobson modelo Surtronic 25 e para se avaliar as forças de usinagem foi utilizado um dinamômetro Kistler 9257A conectado a um amplificador de sinais modelo 5233A que por sua vez estava integrado a um computador. O software MINITAB foi usado na análise dos resultados.
O material em estudo foi o aço inoxidável austenítico ABNT 304 na forma de uma barra com 4mm de diâmetro e 280mm de comprimento. Para usinar este material foram empregados insertos de metal duro revestido com carboneto de titânio (classe ISO P10-P40) com geometria ISO WNMG 080412-WM, fixados a um suporte ISO PWLNR 2020 K-08. O fluido de corte empregado foi o Castrol Carecut S200, um fluido do tipo solúvel a base de éster biodegradável.
Um planejamento fatorial completo (33) foi executado empregando as seguintes condições de corte: velocidades de corte de 200, 250 e 300 m/min; avanços de 0,1 – 0,2 e 0,3 mm/rot e profundidades de corte de 0,4 – 0,6 e 0,8 mm. O fluido de corte foi utilizado a uma concentração de 5% e sua injeção foi do tipo jorro na interface ferramenta/peça, com bico cônico de 3mm de diâmetro a uma vazão de 4,4 l/min.
Resultados
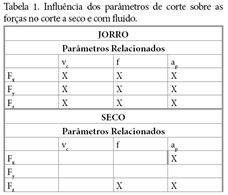
Os resultados são apresentados com base na análise de variância para um nível de significância de 5%. A Tabela 1 apresenta a influência dos parâmetros velocidade de corte, avanço e profundidade de corte sobre os componentes da força de usinagem (Fx: força de avanço, Fy: força passiva e Fz: força de corte) durante o torneamento com uso de fluido de corte e a seco.
Observa-se que os três fatores afetam significativamente os componentes da força de usinagem no corte com fluido, entretanto, durante o torneamento a seco, a velocidade de corte não afeta estatisticamente nenhum dos componentes da força de usinagem, ao passo que o avanço afeta apenas Fz e a profundidade de corte afeta Fx e Fz.
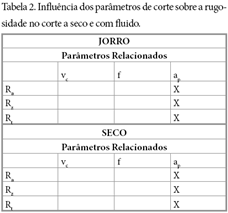
A Tabela 2 apresenta a influência dos parâmetros de corte sobre a rugosidade da superfície usinada, medida pelos parâmetros Ra, Rz e Rt. É interessante notar que o avanço, do qual se esperava maior influência estatística sobre a rugosidade, não apresentou nenhuma correlação.
No entanto, o único fator que apresenta relação relevante foi a profundidade de corte. Isso talvez teria explicação na tendência ao encruamento que o aço inoxidável possui, pois dependendo da profundidade de corte estabelecida, se terá o corte ou não de uma camada encruada, que devido à sua dureza, poderá afetar as forças de corte e, conseqüentemente, o acabamento da peça.
Conclusões
A análise de variância das forças e rugosidade obtidas no torneamento do aço inoxidável austenítico ABNT 304 com e sem aplicação do fluido de corte por jorro permite as seguintes conclusões:
- Para o corte com jorro, a velocidade de corte, o avanço e a profundidade de corte tiveram efeito direto sobre as forças de usinagem Fx, Fy e Fz.
- No corte a seco, somente a profundidade de corte foi relevante para os valores Fx. Para Fz somente o avanço e a profundidade de corte influenciaram. Ao contrário do que se esperava, a velocidade não teve influência direta sobre os resultados.
- No estudo da rugosidade, tanto para o jorro quanto para o corte a seco, o único parâmetro que provou ser relevante estatisticamente foi a profundidade de corte.
Agradecimentos
Os autores agradecem a Villares Metals S/A (Eng. Rafael Agnelli Mesquita) e a Castrol Brazil Ltd. (Sr.Adriano Ventura) pelo fornecimento do material de consumo.