Autores: Gabriel Ribeiro Siqueira (1), Milton Sergio Fernandes de Lima (2), Rudimar Riva2, Aline Capella de Oliveira (3)
(1)EMBRAER – Empresa Brasileira de Aeronáutica, Unidade Eugênio de Mello, São José dos Campos, SP, Brasil. (2) IEAv – Instituto de Estudos Avançados, São José dos Campos (SP). (3) ITA – Instituto Tecnológico de Aeronáutica, São José dos Campos (SP).
(1)EMBRAER – Empresa Brasileira de Aeronáutica, Unidade Eugênio de Mello, São José dos Campos, SP, Brasil. (2) IEAv – Instituto de Estudos Avançados, São José dos Campos (SP). (3) ITA – Instituto Tecnológico de Aeronáutica, São José dos Campos (SP).
Na indústria aeroespacial, diferentes ligas de alumínio são usadas na fabricação de aeronaves e o método tradicional de união da fuselagem é a rebitagem. Embora seja altamente automatizado, este processo já se encontra no limite da sua evolução tecnológica.
Estudos realizados nos últimos dez anos por institutos de pesquisas, como The Welding Institute (TWI) e o Edison Welding Institute (EWI), e por empresas, como a ESAB e a Trumpf, apontam vantagens evidentes na substituição parcial da rebitagem mecânica pela soldagem na construção de aeronaves, trens e navios (1,3). Com a inerente automatização dos processos, ganhos de produtividade e redução nos custos de manufatura em até 30%, virtualmente todas as empresas fabricantes de aeronaves já possuem programas de soldagem avançados.
Evidentemente, nem todos os processos de soldagem são elegíveis para a fabricação de aeronaves. Os critérios rígidos de qualidade metalúrgica, limitações na extensão da zona afetada pelo calor e no controle de defeitos e distorções fizeram com que os fabricantes de aeronaves investissem em duas tecnologias de soldagem para estruturas: a soldagem por movimento de fricção (FSW) (4) e a soldagem a laser (LBW)(5).
O laser a fibra que é utilizado neste trabalho está instalado no Laboratório DEDALO, do Instituto de Estudos Avançados (IEAv/CTA). Trata-se de um laser de 2kW de potência média (IPG, Modelo YLR-2000) dotado de uma fibra de saída com 50 μm de diâmetro e 5 metros de extensão.
O material utilizado neste trabalho foi o alumínio AA6013 (Al-Mg-Si). A escolha deste tipo de material para o nosso estudo foi pela sua grande aplicabilidade atual, como por exemplo nas indústrias aeronáuticas, automotivas e naval. A soldagem a laser possui muitos parâmetros envolvidos que influenciam diretamente nos resultados do processo. Por isso, nos experimentos deste trabalho, além da espessura das chapas de alumínio de 0,05' (1,27 mm) e 0,063' (1,60mm), os parâmetros variados foram: a) velocidade de soldagem e b) potência do laser.
O laser foi focalizado na superfície das chapas (z = 0) e o gás de proteção utilizado no processo foi o argônio, com fluxo de aproximadamente 30 l/min. Os resultados obtidos para níveis de potência (CW) entre 600 e 1400 W e velocidades entre 60 e 140 mm/s, mostram várias evoluções microestruturais interessantes.
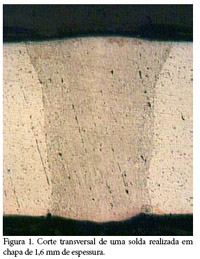
Em altos níveis de potência e baixas velocidades, o cordão de solda se apresenta muito poroso, com diâmetros de poros excedendo metade da profundidade de solda. Por outro lado, soldas com alta velocidade/baixa potência apresentam pequena penetração. Os melhores resultados são aqueles obtidos em regiões no centro da carta de processo, i.e.1000 W e 100 mm/s (Figura 1), onde cordões com boa qualidade macroscópica e microestrutural foram obtidos (6).
Dessa forma, a pesquisa ainda em desenvolvimento, aponta para um processo estável e altamente competitivo em relação aos processos convencionais, para junção de conjuntos revestimento-reforçador e revestimento-clipe em aplicações aeronáuticas.
Agradecimentos
Os autores agradecem à FINEP (Financiadora de Estudos e Projetos) pelo financiamento ao projeto, ao Instituto Fábrica do Milênio (IFM-CNPq/MCT) pelo apoio e financiamento parcial e à Fundação de Amparo à Pesquisa do Estado de São Paulo (FAPESP) por uma bolsa de doutoramento (processo 2007/03910-7).
Referências
1. DANESHPOUR, S. et al. Numerical analysis of laser welded skin-clip joints: effects of joint design. In: EUROPEAN WORKSHOP ON SHORT DISTANCE WELDING CONCEPTS FOR AIRFRAMES, 2007, Hamburgo. CD.
2. BORDESOULES, I. et al. Trends in developments of aluminium solutions for aerospace applications. In: EUROPEAN WORKSHOP ON SHORT DISTANCE WELDING CONCEPTS FOR AIRFRAMES, 2007, Hamburgo. CD.
3. LIMA, M.S.F. e RIVA, R. Evaluation of New Fiber Laser Welding Technology for Al-alloys. In: EUROPEAN WORKSHOP ON SHORT DISTANCE WELDING CONCEPTS FOR AIRFRAMES, 2007, Hamburgo. CD.
4. MIDLING, O.T. et al (THE WELDING INSTITUTE),
Friction Stir Welding (patente EP 0.752.926), Grant date: 27/mai/98.
5. LIMA, M.S.F., Notas de aula do curso MT-289 Processamento Laser de Materiais, Instituto Tecnológico de Aeronáutica, 2006, http://laser.incubadora.fapesp.br, acessado em: 07/2007.
6. Siqueira, G. R. Soldagem a laser autógena da liga de alumínio aeronáutico AA6013: Otimização de parâmetros e Análise microestrutural. 2007. 105p. Dissertação (Mestrado), Instituto Tecnológico de Aeronáutica, São José dos Campos.
Notícias relacionadas
Estudo indica as melhores condições para soldar ligas de titânio
Projeto é realizado por pesquisadores do IPEN com o apoio do Instituto Fábrica do Milênio
