por
Andrei Petrilin | 29/07/2020
Os desafios, por vezes inesperados, da usinagem de ferro fundido
A usinagem de ferro fundido é considerada de baixo grau de dificuldade. Essa premissa se deve parcialmente ao maior conteúdo de grafita no material em comparação ao aço. A grafita torna os cavacos gerados curtos e quebradiços e possui propriedades antifricção que contribuem para a lubrificação da aresta de corte. E com a sua capacidade de absorver vibrações, a grafita também melhora a estabilidade da usinagem. Embora essas vantagens possam reforçar a premissa acima mencionada, o mundo diferenciado do ferro fundido exige um estudo mais detalhado dessa afirmação.
Como pode ser interpretado a partir de seu nome, o ferro fundido é proveniente de fundições. A usinagem de peças de ferro fundido envolve a remoção de material não uniforme e variável - por exemplo, inclusões de areia, casca de fundição, bolhas de ar, fissuras térmicas e outros defeitos de fundição, o que afeta as ferramentas de corte. Do ponto de vista da usinagem, o maior teor de grafita também apresenta uma desvantagem: acelera o desgaste por abrasão. Isso significa que as ferramentas de corte devem ter boa resistência ao desgaste para garantir alta produtividade. Também é importante notar que o termo “ferro fundido” pode de fato se referir a diferentes tipos de ligas ferrosas, para as quais a usinabilidade pode variar significativamente. Essa última variante é muitas vezes negligenciada, o que pode levar à escolha incorreta da ferramenta de corte e à definição incorreta dos dados de corte.
Existem vários tipos de ferro fundido. O ferro fundido cinzento, nodular e maleável forma o grupo de aplicação K (cor de identificação vermelha) de acordo com a classificação da norma ISO 513. Ferros fundidos coquilhado e endurecido referem-se ao grupo H (cor cinza de identificação). Essas especificações oferecem diretrizes claras para os fabricantes em relação à aplicação de ferramentas de corte - material de ferramenta correto, geometria de corte e seleção de dados de corte.
Normalmente, a usinagem de ferro fundido ISO K não é um problema para os fabricantes. O ferro fundido cinzento ferrítico, por exemplo, é um material fácil de usinar. No entanto, a usinagem de ferro fundido ISO H é mais difícil. Embora semelhantes às condições para usinagem de aços endurecidos, os recursos específicos do material exigem soluções adequadas dos fabricantes de ferramentas de corte. Além disso, alguns tipos de ferro fundido demonstram certa dualidade em sua usinabilidade, enfatizando a amplitude e a heterogeneidade da definição "ferro fundido".
Por exemplo, a usinabilidade do ferro fundido resistente ao Ni pode ser comparada ao ferro fundido cinzento; no entanto, a geometria de corte indicada parece mais adequada para o aço inoxidável austenítico. As peças de ferro fundido nodular austemperado (ADI) são entregues em diferentes condições de material e nível de dureza que afetam a seleção correta das ferramentas de corte. A usinabilidade do ADI antes do endurecimento é semelhante à usinagem de aço de alta liga. No entanto, se esse ferro fundido for usinado em uma condição de alta dureza, apenas as ferramentas destinadas ao grupo de aplicações ISO H atenderão às expectativas do cliente.
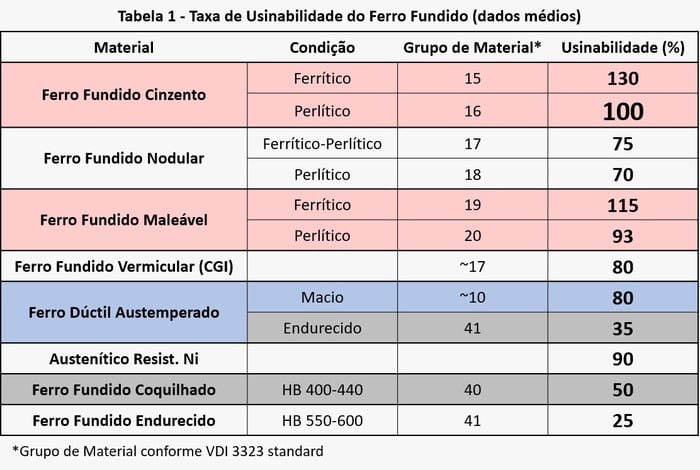
A situação com ferro fundido de alta dureza no grupo ISO H é desafiadora. A usinagem de ferro fundido com uma dureza HB 400… 440 geralmente não é um grande problema para os fabricantes. No entanto, a imagem muda radicalmente ao lidar com ferro fundido resistente à abrasão com alto teor de cromo. A dureza geral pode estar em torno da HRC 52… 54, mas nas áreas de paredes finas de uma peça usinada, a dureza pode atingir 60 HRC e até mais, o que torna a usinagem extremamente difícil e diminui significativamente a vida útil da ferramenta.
A Tabela 1 mostra a classificação média de usinabilidade para diferentes tipos de ferro fundido. O ferro fundido cinzento perlítico, especificado com uma classificação de 100%, fornece uma base para comparação.
A seleção da ferramenta de corte mais adequada para a usinagem de ferro fundido deve basear-se num estudo detalhado do tipo de ferro fundido e sua dureza. Os especialistas em aplicação de ferramentas de corte precisam ser totalmente precisos ao especificar características do ferro fundido destinado à usinagem. Por sua vez, os fabricantes de ferramentas de corte fazem todos os esforços possíveis para encontrar as soluções mais eficazes para usinagem de ferro fundido, levando em consideração a diversidade do mundo do ferro fundido. Entre os principais consumidores de ferro fundido estão as indústrias automotiva, moldes e matrizes, máquinas-ferramenta e indústrias pesadas - todos exigindo produtos cada vez mais eficientes de seus parceiros de ferramentas de corte.
As ferramentas para a usinagem de ferro fundido formam uma grande parte da gama de produtos da ISCAR. A ISCAR trouxe ao mercado uma variedade de designs interessantes e materiais direcionados precisamente para o corte deste material popular. Alguns desses designs são bastante indicativos da lógica de seus criadores, cujo objetivo era encontrar uma resposta adequada às necessidades do cliente.
Sobre uma base firme
O ferro fundido Duro/Alto Cromo difícil de usinar, mencionado anteriormente, cria sérias barreiras à produtividade da usinagem. Uma ferramenta de corte sofre alta carga mecânica e térmica. Velocidades de cortes baixas são utilizadas quando fresando esse tipo de ferro fundido, por exemplo, 40-50 m/min (130-160 sfm). A geração intensiva de calor geralmente força os fabricantes a aplicar refrigeração. Como resultado, a ferramenta usina sob condições de efeito de choque térmico, o que reduz consideravelmente a sua vida útil.
A ISCAR desenvolveu a classe DT7150 especialmente para este tipo de operação. A DT7150 é um tipo de metal duro "DO-TEC" que possui um substrato resistente e combina os processos de revestimento CVD e PVD em média temperatura. Devido à sua extremamente alta resistência ao desgaste e lascamento, a classe DT7150 proporciona aos clientes uma solução eficaz para a usinagem de ferro fundido endurecido.
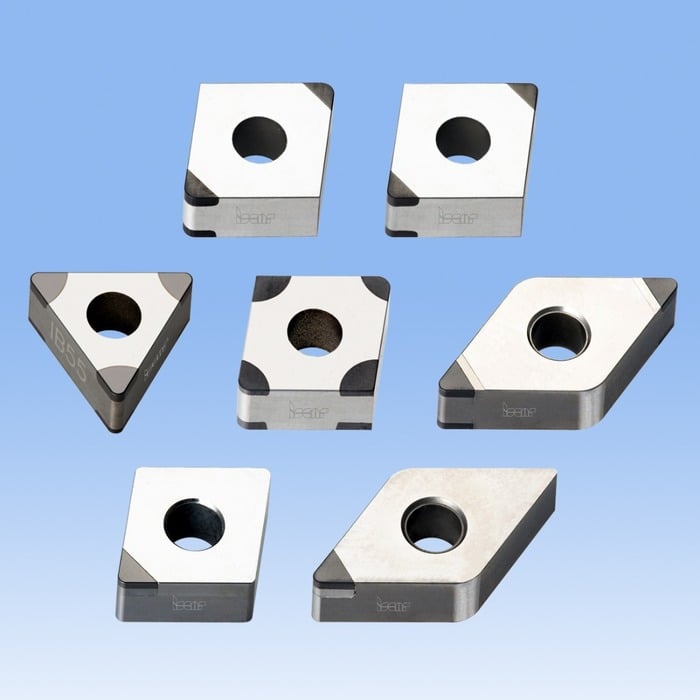
Um ganho significativo de produtividade pode ser alcançado com o uso de Nitreto Cúbico de Bóro (CBN), que permite um aumento considerável nas velocidades de corte. Quando usinando ferro fundido endurecido, por exemplo, as velocidades de corte são 2-5 vezes maiores quando comparadas às do metal duro. As fresas de alto desempenho da ISCAR com pastilhas montadas tangencialmente com pontas de CBN são extremamente populares na indústria automotiva. Para aplicações de torneamento duro, a empresa expandiu a linha de pastilhas do tipo ISO com ponta CBN para cortes contínuos e interrompidos (Fig. 1).
Em aplicações ISO K (usinagem de ferro fundido cinzento, nodular e maleável) em usinagens de cargas médias, as ferramentas de cerâmica têm demonstrado bons resultados. As pastilhas de fresamento tangencias perifericamente retificadas TANGMILL, fabricadas a partir da classe IS8 de nitreto de silício (Si3N4), garantem o aumento da velocidade de corte em até 3 vezes e proporcionam excelente acabamento superficial. No torneamento, velocidades de cortes até cinco vezes maiores são possíveis de serem obtidas quando usando pastilhas de nitreto de silício revestidas com CVD, mesmo em operações de desbaste.
O papel da geometria
A geometria de corte e a preparação das arestas são cruciais para o desempenho da ferramenta. Existem vários tipos de preparações de ponta: arredondadas, chanfradas e assim por diante. Embora a seleção da preparação necessária possa parecer uma tarefa simples, não é tão fácil. Qual será a largura ou ângulo de chanfro mais eficaz? Como garantir o ângulo definido durante a fabricação da ferramenta? Essas perguntas são particularmente críticas ao usar pastilhas de cerâmica ou CBN. As respostas requerem habilidades e experiência profissional. Hoje, os engenheiros de ferramentas estão armados com uma poderosa ferramenta de projeto - modelagem computacional da formação do cavaco - que contribui grandemente para encontrar uma forma ideal. Esse instrumento reduz consideravelmente o tempo de desenvolvimento da geometria de corte e representa um fator importante no sucesso do projeto da ferramenta.
Continua depois da publicidade |
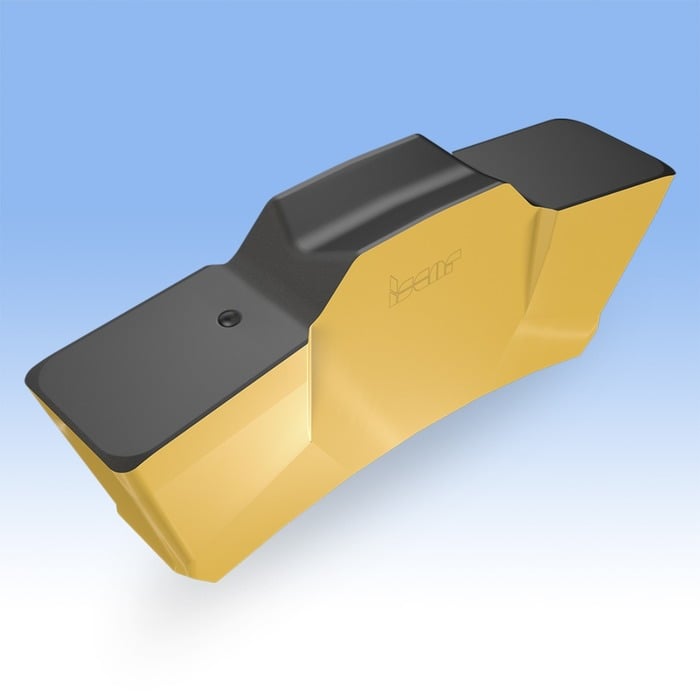
Um bom exemplo de uma condição de aresta otimizada em combinação com uma classe de metal duro, exclusiva para usinagem de ferro fundido, é a pastilha de canal TGMA. Esta pastilha foi introduzida nos últimos anos e enriqueceu a família TOP-GRIP da ISCAR. As áreas frontal e lateral da aresta de corte da pastilha apresentam a aresta chanfrada que forma a Fase-T para aumentar a resistência da aresta e prolongar a vida útil da ferramenta (Fig. 2). A modelagem por computador teve um papel crucial na otimização da geometria da aresta. A pastilha é fabricada com a classe de metal duro com revestimento CVD IC5010, desenvolvido especialmente para usinagem de canais em ferro fundido.
Acabamento extra fino
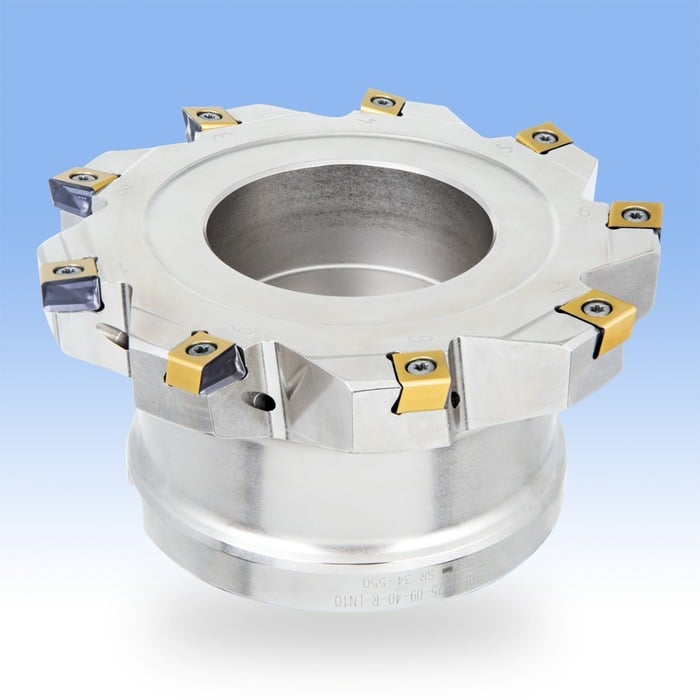
O recente lançamento da ISCAR de novos produtos em sua campanha de marketing “LOGIQ” incluiu a família de fresas de faceamento TANGFIN projetadas para acabamento superficial extra fino (Fig. 3), que tem sido de grande interesse para os fabricantes de peças de ferro fundido. As pastilhas fixadas tangencialmente são posicionadas na fresa TANGFIN com deslocamentos graduais nas direções radial e axial. O design faz com que cada pastilha corte apenas uma pequena porção do material. Esse conceito, juntamente com o princípio de fixação tangencial de alta rigidez e a longa fase alisadora da pastilha, resulta em um acabamento de superfície impressionante, com um parâmetro de rugosidade Ra de até 0,1 μ (4 μin).
Soluções personalizadas
A indústria automotiva é um dos maiores produtores de peças de ferro fundido. Em um esforço para reduzir o custo por peça na produção em massa de componentes automotivos, os fabricantes de ferramentas de corte desenvolveram ferramentas customizadas que executam operações específicas de usinagem com a máxima produtividade e que eliminam o tempo improdutivo não cortante do ciclo de usinagem.
Uma solução personalizada para usinagem de mangas de eixo (Fig. 4) fornece um excelente exemplo dessas ferramentas combinadas. A ISCAR propôs essa solução como parte de um projeto turn-key para um dos maiores fabricantes de automóveis. A ferramenta combinada realiza várias operações – usinagem de rosca interna com macho em furos para proteção contra poeira; fresamento por interpolação helicoidal de duas ranhuras (para anéis de retenção e vedação); e fresamento da face externa. A ferramenta possui diferentes pastilhas fixadas radialmente e tangencialmente e possui um acessório de rosqueamento com um mecanismo de compensação de desalinhamento. As tolerâncias apertadas das dimensões lineares garantem uma utilização bem-sucedida da ferramenta em máquinas multifusos.

Acontece que a usinagem de ferro fundido não é uma questão tão simples, como às vezes se acredita. Compreender o mundo colorido deste material e seguir as regras do ferro fundido para a aplicação correta da ferramenta de corte garantirá a máxima eficiência e demonstrará os recursos de "QI" da ferramenta para alcançar - e sustentar - práticas de usinagem altamente eficazes.
O conteúdo e a opinião expressa neste artigo não representam a opinião do Grupo CIMM e são de responsabilidade do autor.
Andrei Petrilin
Gerente técnico da Iscar LTD. Tradução Departamento de Marketing Iscar do Brasil A Iscar, empresa multinacional israelense, está localizada na cidade de Vinhedo, em São Paulo. Atua no segmento de ferramentas de corte, comercializando os produtos fabricados pela matriz em Israel, na fábrica em Vinhedo e em outras unidades fabris em diversos países. Desde o início de suas atividades no Brasil, em 1995, a Iscar fornece e desenvolve soluções de usinagem para todo o território nacional nos mais diversos segmentos deste mercado. Os destaques ficam por conta das indústrias de autopeças, automobilística, ferramentaria, moldes e matrizes, mecânica geral, usinagem para terceiros, indústria de base, manutenção, implementos agrícolas, máquinas e equipamentos, bombas, válvulas, conexões e indústria hidráulica. Na sua sede, em Vinhedo, a Iscar possui uma unidade fabril especializada na fabricação de ferramentas especiais, brocas, suportes, bedames, barras de mandrilar, cabeçotes de fresamento, pastilhas de metal duro com perfis especiais, entre outros produtos, e conta com apoio de profissionais capacitados para desenvolver as melhores soluções para o mercado de usinagem, além de um serviço de atendimento ao consumidor treinado para suprir a necessidade de cada cliente, estoque e logística estratégica capaz de abastecer seus clientes com rapidez e segurança, infra-estrutura nos padrões internacionais e, inclusive, um Centro Tecnológico de Usinagem.

Últimas notícias

TopSolid’Brasil expande atuação em Santa Catarina com representação da Holand
Aliança estratégica fortalece atuação regional com foco em atendimento consultivo e soluções integradas para a indústria